Восстановление и защита от коррозии и износа металлизационными покрытиями рабочей поверхности погружных электродвигателей (ПЭД) насосного оборудования (УЭЦН)
Практически весь фонд скважин эксплуатируется механизированным способом, преимущественно при помощи установок электроцентробежных насосов (УЭЦН). Многосекционный ЭЦН приводится в действие погружным электродвигателем (ПЭД) и подает нефтесодержащую жидкость (флюид) из скважины в насосно-компрессорные трубы (НКТ). Основные факторы, ведущие к отказу УЭЦН: засорение механическими примесями и солеотложения. Для высокодебитных скважин высокое содержание механических примесей является одной из главных проблем при добыче. Оборудование дорогостоящее, частые ремонты при неполадках и выходе из строя от абразивного износа, заклинивания и засорения рабочих органов твердыми частицами приносят значительные расходы эксплуатантам и по причине простоя, и от стоимости восстановления работоспособности.Коррозия, возникающая в скважинах с кислой средой на корпусах ПЭД УЭЦН становится причиной преждевременного выхода УЭЦН из строя. Металлизационные газотермические покрытия (МП) на корпусах погружных электродвигателей являются наиболее эффективным способом защиты от коррозии и износа в силу своих высоких физических, механических и химических свойств.
Защита поверхности компонентов УЭЦН с помощью высокоскоростного напыления твердосплавов (карбида вольфрама, карбида хрома), легированных материалов на основе железа, монель позволяет не только защитить корпус от коррозии, но и предотвратить эрозионный износ. Металлизационное защитное покрытие наносится по технологии газотермического напыления, выбор метода и материала покрытия рассчитывается на основе химического состава, используемых материалов и свойств готового покрытия.
При высокоскоростном напылении железобазированных покрытий обеспечивается микротвердость покрытия на уровне 500-800 HV, что гарантирует высокую износостойкость при спуско-подъемных операциях. За счет близости электрохимических потенциалов покрытия и корпуса предотвращается образование гальванопары «корпус-покрытие» и гарантируется отсутствие подпленочной коррозии.
Металлические и протекторные покрытия, наносимые по технологии высокоскоростного газопламенного напыления (HVOF) или методом электродуговой металлизации обеспечивают снижение затрат на ремонт и закупку (в том числе импортных и, как правило, дорогостоящих) комплектующих и сокращение сроков простоя оборудования в ремонте.
Газотермическое высокоскоростное напыление способствует отсутствию термических поводок и тепловых деформаций на корпусах ПЭД УЭЦН.
Мы производим напыление антикоррозионных износостойких покрытий на корпуса и концевые детали УЭЦН и другое оборудование, предназначенное для работы в скважинах с агрессивной средой:
• Восстановление изношенных и упрочнение новых и восстановленных металлических поверхностей, требующих высокой износостойкости и плотности покрытия.
• Обеспечение высокой производительности и повторяемости характеристик процесса за счет автоматизации оборудования.
• Использование сверхзвукового метода напыления покрытий позволяет получить качественные покрытия с максимально эффективными для газотермических методов адгезионными когезионными характеристиками и плотностью.
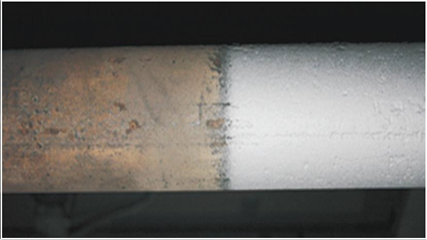

Бывший в эксплуатации статор ПЭД УЭЦН до и после напыления. Восстановленный напылением статор ПЭД УЭЦН после 133 суток эксплуатации в скважине. Следы коррозии отсутствуют
Есть вопросы по напылению антикоррозионных износостойких покрытий?
Задайте их нашим специалистам в Онлайн-чате, отправьте письмом на sales@tspc.ru или отправьте Техническое Задание для просчета вашего заказа нашими технологами.